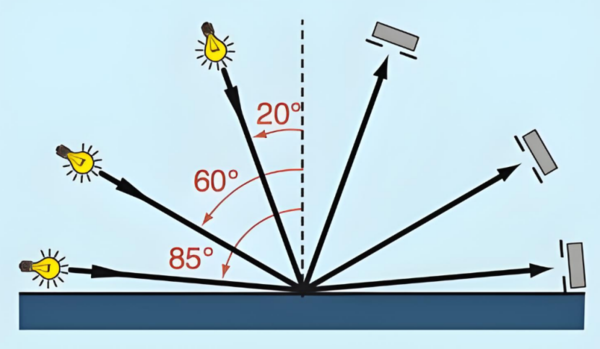
光澤度儀的測量角度和測試標準光澤度是衡量物體表面鏡面反射光能力的物理量,它在眾多行業如涂料、塑料、汽車、家具等領域有著極為重要的意義。光澤度儀作為測量光澤度的專業儀器,其測量角度包括20°、45°、60°、75°、85°等多種選擇。不同的測量角度適用于不同類型的表面,理解它們之間的區別并掌握相關的光澤測試標準,對于準確評估產品表面光澤特性至關重要。
那么光澤度儀不同測量角度有什么區別? 20°測量角度 特點: 適用于高光澤表面的測量,如高光澤的汽車漆、鋼琴漆等。這類表面具有非常強的鏡面反射特性,在小角度測量時能夠更精準地捕捉到其反射光的變化情況。 對于微小的光澤差異較為敏感。因為高光澤表面的光澤變化相對細微,20° 角測量可以放大這些差異,從而能夠準確區分不同高光澤產品之間的質量差別。 局限性: 對于中低光澤表面,由于反射光強度在該角度下相對較弱,測量誤差可能會較大,數據可靠性降低。
45°測量角度 特點: 比較特殊的一種角度,用的較少,可用于測量一些中等光澤度的表面,如部分塑料產品、陶瓷釉面等。它在一定程度上能夠兼顧高光澤和低光澤表面的過渡區域。 對于一些具有一定紋理但又不是非常粗糙的表面,45°測量角度可以綜合反映其光澤和平整度的綜合效果。 局限性: 對于極高光澤表面,其精度不如20°角測量;對于低光澤粗糙表面,又不如60°或85°角測量準確。 60°測量角度 特點: 是應用較為廣泛的測量角度,適用于大多數工業涂料、紙張、皮革等表面的光澤度測量。它能夠在高光澤到中等光澤以及部分低光澤表面的測量中提供較為穩定和可靠的數據。 對于一般的表面質量控制,60°光澤度測量可以滿足大部分的需求,能夠快速、有效地評估產品表面的光澤特性,并且在不同批次產品的光澤對比中具有良好的重復性和可比性。 局限性: 對于光澤度極高的表面,如一些特殊的鏡面金屬,其測量的分辨率可能不如20°角;對于非常低光澤的粗糙表面,如某些啞光涂料或未拋光的石材,其測量結果可能會受到表面散射光的較大影響。 75°測量角度 特點: 主要用于一些特殊的低光澤表面測量,特別是那些光澤度處于極低范圍且表面有一定特殊性的材料,如一些特殊的紡織品、建筑外墻的啞光涂層等。在這個角度下,可以更好地捕捉到低光澤表面微弱的鏡面反射成分,從而準確測量其光澤度。 局限性: 對于中高光澤表面,測量數據的準確性和可靠性較差,因為其設計重點是針對低光澤區域。 85°測量角度 特點: 是專門針對低光澤和無光澤表面設計的測量角度,如紙張的啞光面、一些吸光性較強的塑料材料等。它能夠在低光澤表面**限度地減少散射光對測量結果的干擾,從而精確測量出極低光澤表面的光澤特性。 對于評估低光澤表面的細微光澤變化,如不同批次啞光紙張的光澤均勻性,85°角測量具有獨特的優勢。 局限性: 對于中高光澤表面,幾乎無法提供有價值的測量數據,因為其測量原理和光路設計是基于低光澤表面的特性。
常見的光澤測試標準: 1.國內標準: GB/T 8807-1988《塑料鏡面光澤試驗方法》:規定了用 20° 角、45° 角和 60° 角測量塑料鏡面光澤的三種方法。其中 20° 角用于高光澤塑料,45° 角主要用于低光澤塑料,60° 角主要用于中光澤塑料。對于鏡面光澤的比較,僅適用于采用同一方法的同種類型的塑料。 GB/T 9754-2007《色漆和清漆 不含金屬顏料的色漆漆膜的 20°、60° 和 85° 鏡面光澤的測定》:規定了采用 20°、60° 和 85° 幾何條件測定色漆漆膜鏡面光澤的試驗方法,適用于測定色漆漆膜的鏡面光澤,也適用于類似漆膜的光澤測定。該標準可用于評估色漆漆膜的外觀質量和光澤特性,對于涂料生產、質量控制以及產品驗收等方面具有重要意義。 GB/T 13891-2008《建筑飾面材料鏡向光澤度測定方法》:規定了采用 20°、60° 和 85° 幾何條件測定建筑飾面材料鏡向光澤度的試驗方法,適用于測定大理石、花崗石、水磨石、陶瓷磚、塑料地板、纖維增強塑料板材等建筑飾面材料的鏡向光澤度。此標準對于建筑材料的表面質量評估和質量控制提供了依據,有助于確保建筑飾面材料的外觀效果和裝飾性能。 GB 4893.6-1985《家具表面漆膜光澤測定法》:規定了家具表面漆膜光澤的測定方法,通過測量漆膜表面的正反射光量與同樣條件下標準板表面正反射光量之比的百分數來表示光澤值。該標準為家具行業提供了統一的漆膜光澤度測量方法,對于保證家具產品的外觀質量和質量穩定性具有重要作用。 2.國際標準: ISO 2813:2014《Paints and varnishes - Determination of specular gloss of non-metallic paint films at 20°, 60° and 85°》:規定了使用 20°、60° 和 85° 測量角度對非金屬漆膜鏡面光澤的測定方法,適用于涂料行業中各種漆膜光澤度的評估,是國際上涂料光澤測量的重要參考標準. ISO 2409-1997《Paints and varnishes - Cross-cut test》:雖然主要是關于涂料的劃格試驗,但在評估涂料表面質量時,也會涉及到對光澤度的觀察和評價,適用于天然和人造寶石、珍珠等珠寶飾品。 ASTM D523-14《Standard Test Method for Specular Gloss》:由美國材料與試驗協會制定,涵蓋了多種測量角度(包括 20°、60°、75° 等)的光澤度測量方法,不僅適用于涂料,還涉及塑料、陶瓷、金屬等多種材料表面光澤度的測試,在北美地區及國際上有廣泛的應用,對不同行業的光澤度測量提供了統一的規范和指導。 ASTM D2457-13《Standard Test Method for Specular Gloss of Plastic Films and Solid Plastics》:規定了塑料薄膜和固體塑料鏡面光澤的測試方法,包括不同測量角度的選擇和測試條件等,對于塑料行業的光澤度測量和質量控制具有重要意義。 3.行業標準: 汽車行業:對于汽車外觀件涂層光澤度的測量,通常采用20° 和 60° 測量角度,并且對光澤度的數值范圍和均勻性有嚴格的要求,以確保汽車外觀的整體美觀和質量一致性。例如,汽車車身的高光漆部分可能要求 20° 光澤度在較高數值范圍,而內飾塑料件等則可能根據不同部位和使用要求,采用 60° 角測量并控制在相應的光澤度范圍內。 家具行業:對于木質家具表面漆的光澤度測量,多采用60° 角,同時參考相關的家具表面處理質量標準,對光澤度的穩定性和耐久性也有相應的測試要求,以保證家具在使用過程中的外觀品質。 造紙行業:對于紙張的光澤度測量,85° 角是常用的測量角度,相關標準如 TAPPI T480《Gloss of Paper and Paperboard (85°)》,該標準規定了紙張和紙板在 85° 角下光澤度的測試方法,對于紙張的印刷適性、外觀質量等方面的評估有著重要意義。 |